Conveyor Systems
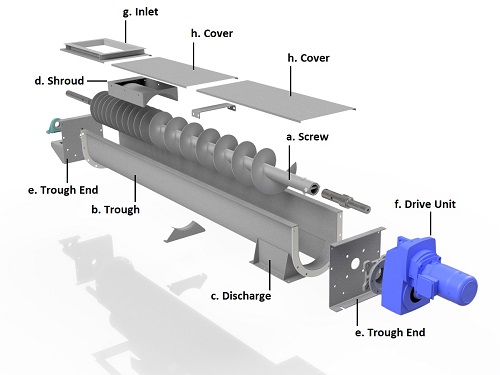
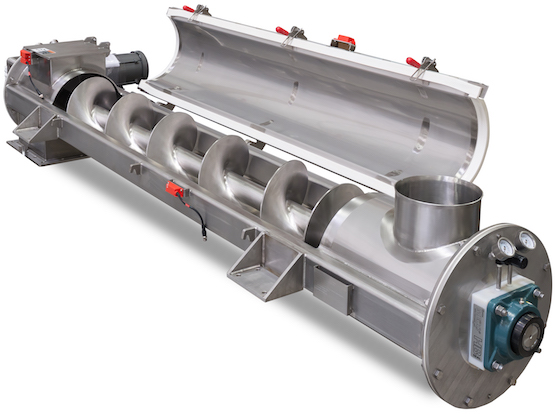
Alfatech engineering produces high quality and efficient conveyors with different designs that meet the needs of different industrial processes. Screw conveyors or screw conveyors are widely used in chemical, food, petrochemical, pharmaceutical and many industries. Screw conveyors or screw conveyors are industrial equipment used to move large quantities of granular solids (e.g. powder, grains, granules), semi-solids, liquids and even non-flowable materials from one point to another. They support high operational efficiency by eliminating the need for workers to manually move around loads. It provides the advantage of safe and efficient product loading by eliminating labor force and possible work accidents.
Advantages;
Screw conveyors are capable of handling a wide range of bulk materials, from slow to free-flowing. Screw conveyors may have multiple entry and exit points. Bulk materials can be transported and distributed to various locations as needed. Slide gates or valves can be added to control the flow into and out of the screw conveyor.
When a screw conveyor is used as a measuring device, a screw feeder can be used. Screw conveyors are very compact and can be adapted to tight locations. Screw conveyors can be used to mix various products together and break up large lumps. Screw conveyors can be used to cool, heat or dry products in transit.